
Recent Articles
Reducing capital and energy costs with modeling
Modeling your refrigeration load requirements to right-size your system can significantly decrease capital and operational costs
by Andy Campbell, CEng MCIBSE FInstR
Senior Refrigeration Engineer
Traditionally, engineers have used either a rule of thumb or steady state calculation to determine the heat load of a facility and size the equipment needed for each desired temperature zone. LEO A DALY has been designing facilities for over a decade using a modeled approach, which has shown to greatly decrease the capital costs of the facility and lifetime energy use.
Traditional rule of thumb calculation method
The rule of thumb calculation is based on applying a tonnage per a fixed area for each temperature zone. These numbers have been applied for years and are based on many successful facilities. The standard calculations are straightforward as shown below (Fig 1).
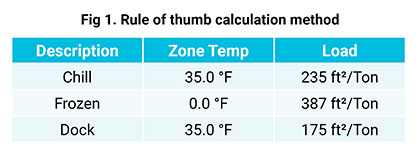
That’s it, very simple. Using these figures, the heat load is quick to calculate, and the benefit is that since these numbers are based on your max load required, you will always have capacity.
However, these numbers do not account for conditions like location and ambient temperature ranges. Rule of thumb numbers are over two decades old and don’t consider advances in construction methods. These advances include tighter buildings, better dock door construction or reduction in internal loads with advances in lighting and battery technology. Cultural changes also have an impact. For example, it has been several years since it was standard for someone to stand in an open dock door to have a cigarette. We don’t need to still account for that infiltration level.
Steady state calculation method
Finding that the rule of thumb method is so inflexible, many engineers now use a steady state method. Steady state does consider many additional variables (Fig. 2) to create a more accurate calculation.
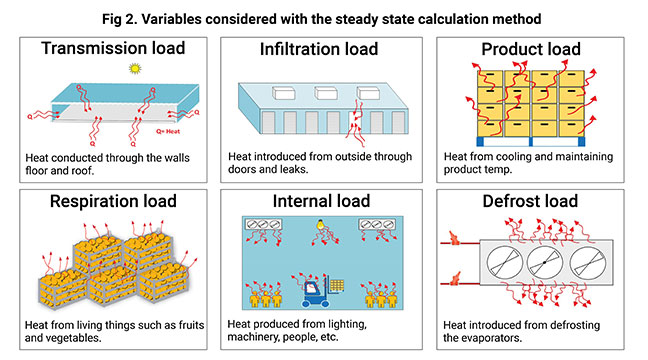
There are benefits and concerns with this calculation. It is accurate for the design day. However, it is only accurate for the load on a very specific portion of the year. It doesn’t consider the dynamics of the facility, like whether it is December or July, any unique features the facility may have or that may be considered in the future.
Modeling calculation method
Like the steady state method, modeling will calculate and sum the separate elements, but it does this in addition to considering all ambient conditions on the facility throughout the year. It includes all the loads we’ve already discussed: transmission, infiltration, product, respiration, internal and defrost within the model, but also considers solar gain, shift patterns and any other dynamic the user may require. Each of these ambient conditions is then calculated for the entire 8,760 hours of the year on every temperature zone in the facility. The result is a highly customized look at the facility’s needs.
Comparing calculation methods
Our sample facility is a traditional flooded two-stage ammonia system and we’re targeting in on a 35˚F, 499,563-SF zone. The graphic below (Fig 3) shows the refrigeration load required to accommodate the ambient temperature conditions.
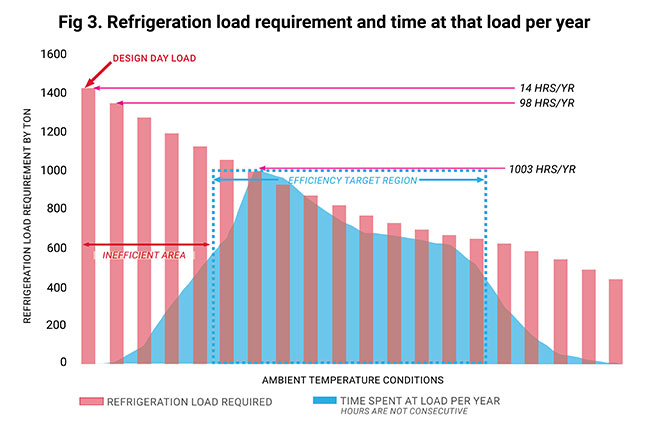
You can see the design day load is at 1,400 tons. If we were in the steady state heat calculation camp, you’d go, “OK, we’re done here,” and you could go and buy your evaporators and compressors right now because you’ve got your design load calculation completed using this one point in the year.
However, when you model it out and take into consideration that you are only at that 1,400 ton peak for 14 out of the 8,760 hours of the year, and digging in you would see that those hours aren’t consecutive, it would be pretty inefficient to purchase equipment that operates at that level all the time. By modeling, you can identify the most efficient region to operate in, and purchase equipment that operates optimally in this region. The equipment does need to be able to be driven up to meet those max conditions, and it will work harder at that time, but it should work efficiently for most of the year, rather than just those 14 hours.
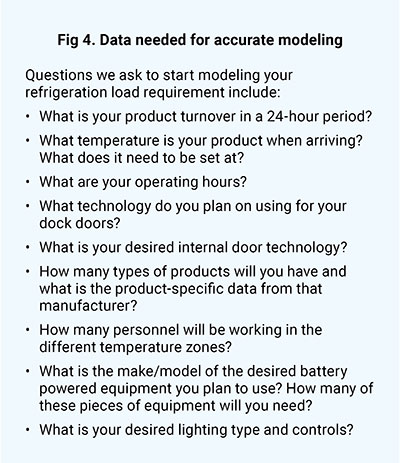
The con with this method is that it does require a lot more up-front information and that is sometimes hard to obtain. But the energy savings are significant enough to justify that extra work. Figure 4 below is a list of some of the information you will to consider to prepare for the modeling process.
Cost comparisons
Not only should you optimize your system to minimize wasted energy, but when you take the modeled approach, you save on up front capital costs. Using the evaporator power input recommendations from the different methods on our sample facility, we investigated the equipment costs to compare the calculation methods (Fig 5).
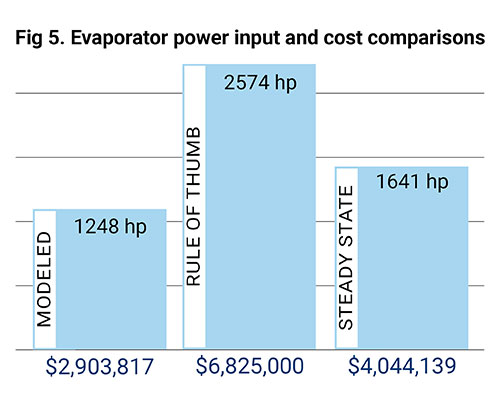
Between the modeled and steady state calculation, the equipment cost difference is about $1 million. Between rule of thumb and modeled approaches, the difference is the equivalent of three new facilities. The rule of thumb method is just not dealing with reality and the cost is too high to select equipment to function at that kind of level.
Conclusions
When you use a modeled approach to calculate the refrigeration load profile, the result is more precise than it is for other methods. This will help you select equipment that will not just save on capital costs, but also reduce the load on the system and decrease the wasted energy created from using a system that is too large. We have applied this method to our designs for the last decade and we’ve seen a significant reduction in capital costs and energy use in every facility we’ve designed in comparison to similarly sized systems that were selected on steady state or rule of thumb calculations.

About the author
Andy Campbell is an accomplished refrigeration engineer. He has been awarded for his published research on refrigeration, innovations in environmental technology and use of low-energy solutions on large projects.